{kind=link}
{kind=link}
{kind=link}
{kind=link}
Production Process
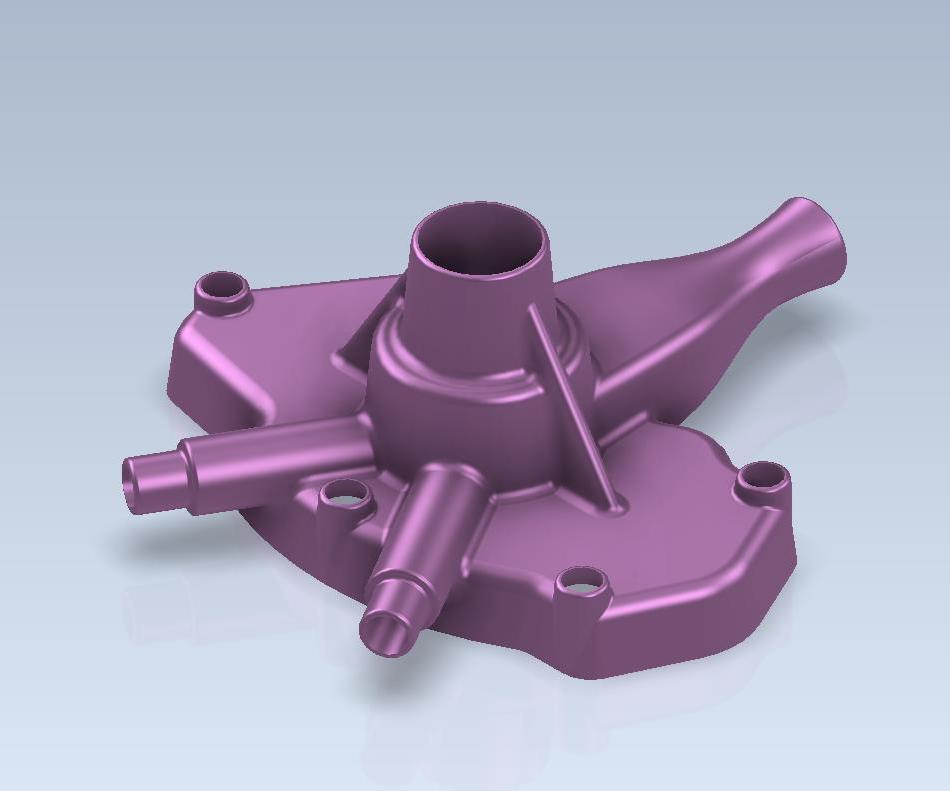
1. Pattern Design and Manufacturing
3D models are created based on customer drawings, considering shrinkage and machining allowance.
Patterns are CNC-machined from wood, aluminum, or resin, depending on accuracy and production volume. Wood is used for small batches, aluminum for durability, and resin for complex, high-precision parts.
3D models are created based on customer drawings, considering shrinkage and machining allowance.
Patterns are CNC-machined from wood, aluminum, or resin, depending on accuracy and production volume. Wood is used for small batches, aluminum for durability, and resin for complex, high-precision parts.

2. Molding
Green sand molding is used for standard shapes and high-volume production, offering good economy and speed. Resin sand molding is selected for complex geometries or tighter tolerance needs.
Cores are made when internal passages are required. Core shooting machines produce sand cores using cold-box or hot-box technology, which are then precisely placed into the mold before pouring.
Green sand molding is used for standard shapes and high-volume production, offering good economy and speed. Resin sand molding is selected for complex geometries or tighter tolerance needs.
Cores are made when internal passages are required. Core shooting machines produce sand cores using cold-box or hot-box technology, which are then precisely placed into the mold before pouring.
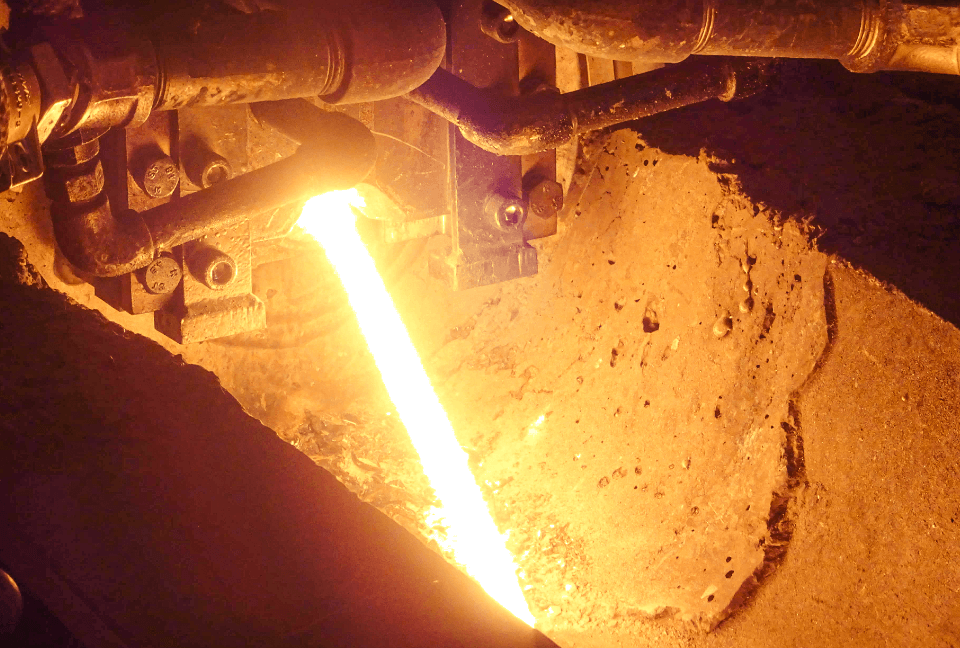
3. Melting and Pouring
Grey iron is melted in a medium-frequency induction furnace. The raw material mix typically includes pig iron, scrap steel, and recycled castings to ensure stable composition.
Molten iron is poured into the prepared molds at controlled temperatures, usually between 1350°C and 1450°C, to ensure smooth flow, complete filling, and minimal casting defects.
Grey iron is melted in a medium-frequency induction furnace. The raw material mix typically includes pig iron, scrap steel, and recycled castings to ensure stable composition.
Molten iron is poured into the prepared molds at controlled temperatures, usually between 1350°C and 1450°C, to ensure smooth flow, complete filling, and minimal casting defects.
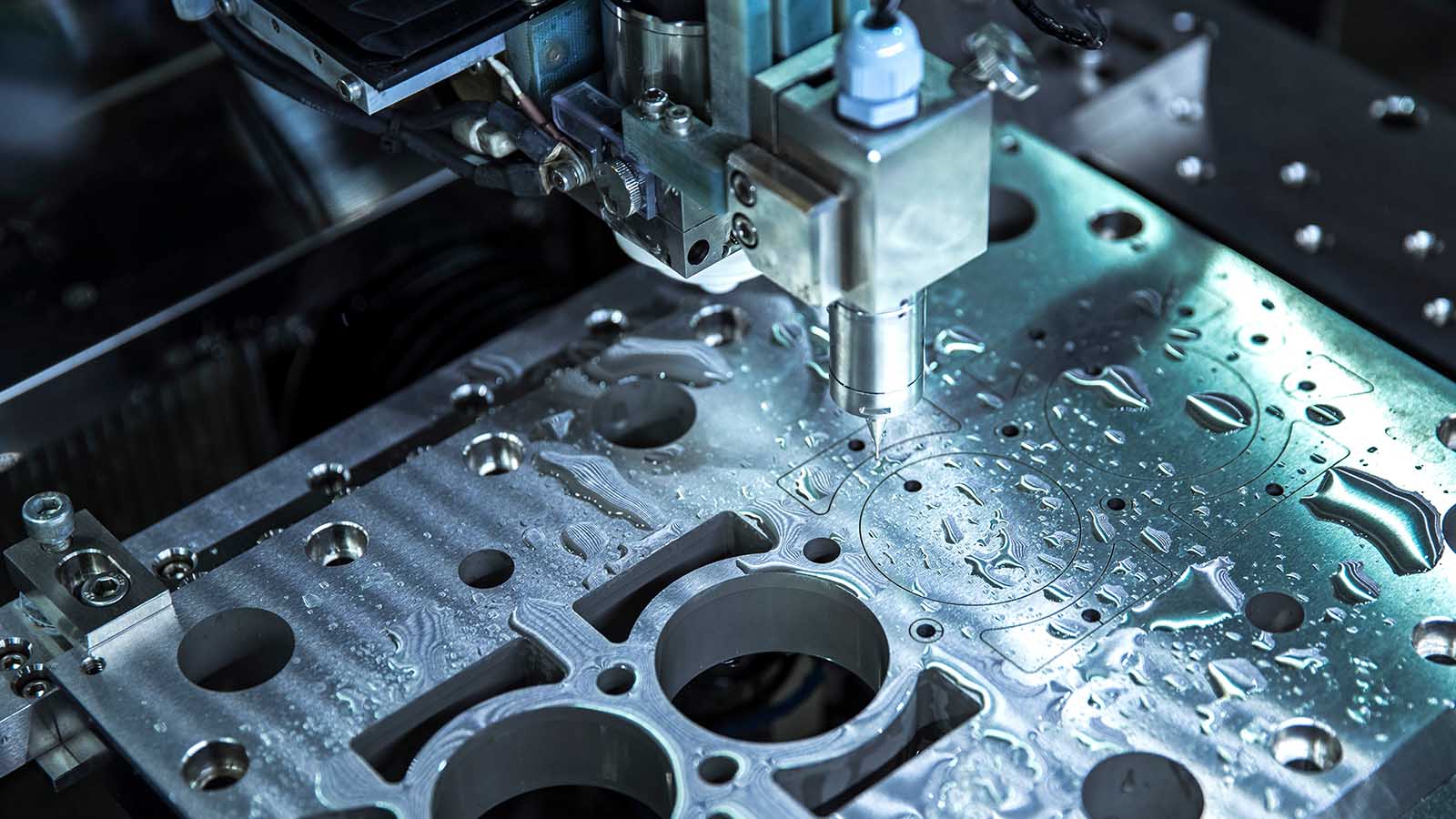
6. Machining (if required)
CNC machining is applied to critical surfaces to achieve required tolerances and finishes. This includes milling, turning, and surface grinding as needed.
Holes are drilled and threads are tapped according to drawing specifications. Additional treatments such as deburring or surface coating may also be performed upon request.
CNC machining is applied to critical surfaces to achieve required tolerances and finishes. This includes milling, turning, and surface grinding as needed.
Holes are drilled and threads are tapped according to drawing specifications. Additional treatments such as deburring or surface coating may also be performed upon request.

5. Cleaning and Fettling
Castings are cleaned by shot blasting to remove sand residue, scale, and oxides, revealing the metal surface underneath.
Fettling involves removing gating systems, risers, and any excess material using cutting tools or grinders. Care is taken not to affect dimensional accuracy.
Castings are cleaned by shot blasting to remove sand residue, scale, and oxides, revealing the metal surface underneath.
Fettling involves removing gating systems, risers, and any excess material using cutting tools or grinders. Care is taken not to affect dimensional accuracy.

4. Cooling and Shakeout
Castings are cooled in the mold under controlled conditions to minimize internal stress and distortion. Cooling time varies depending on part size and wall thickness.
After cooling, molds are broken apart and the castings are removed. The sand is separated and recycled for use in future molds.
Castings are cooled in the mold under controlled conditions to minimize internal stress and distortion. Cooling time varies depending on part size and wall thickness.
After cooling, molds are broken apart and the castings are removed. The sand is separated and recycled for use in future molds.
1. Pattern Design and Manufacturing
3D models are created based on customer drawings, considering shrinkage and machining allowance.
Patterns are CNC-machined from wood, aluminum, or resin, depending on accuracy and production volume. Wood is used for small batches, aluminum for durability, and resin for complex, high-precision parts.
3D models are created based on customer drawings, considering shrinkage and machining allowance.
Patterns are CNC-machined from wood, aluminum, or resin, depending on accuracy and production volume. Wood is used for small batches, aluminum for durability, and resin for complex, high-precision parts.
2. Molding
Green sand molding is used for standard shapes and high-volume production, offering good economy and speed. Resin sand molding is selected for complex geometries or tighter tolerance needs.
Cores are made when internal passages are required. Core shooting machines produce sand cores using cold-box or hot-box technology, which are then precisely placed into the mold before pouring.
Green sand molding is used for standard shapes and high-volume production, offering good economy and speed. Resin sand molding is selected for complex geometries or tighter tolerance needs.
Cores are made when internal passages are required. Core shooting machines produce sand cores using cold-box or hot-box technology, which are then precisely placed into the mold before pouring.
3. Melting and Pouring
Grey iron is melted in a medium-frequency induction furnace. The raw material mix typically includes pig iron, scrap steel, and recycled castings to ensure stable composition.
Molten iron is poured into the prepared molds at controlled temperatures, usually between 1350°C and 1450°C, to ensure smooth flow, complete filling, and minimal casting defects.
Grey iron is melted in a medium-frequency induction furnace. The raw material mix typically includes pig iron, scrap steel, and recycled castings to ensure stable composition.
Molten iron is poured into the prepared molds at controlled temperatures, usually between 1350°C and 1450°C, to ensure smooth flow, complete filling, and minimal casting defects.
6. Machining (if required)
CNC machining is applied to critical surfaces to achieve required tolerances and finishes. This includes milling, turning, and surface grinding as needed.
Holes are drilled and threads are tapped according to drawing specifications. Additional treatments such as deburring or surface coating may also be performed upon request.
CNC machining is applied to critical surfaces to achieve required tolerances and finishes. This includes milling, turning, and surface grinding as needed.
Holes are drilled and threads are tapped according to drawing specifications. Additional treatments such as deburring or surface coating may also be performed upon request.
5. Cleaning and Fettling
Castings are cleaned by shot blasting to remove sand residue, scale, and oxides, revealing the metal surface underneath.
Fettling involves removing gating systems, risers, and any excess material using cutting tools or grinders. Care is taken not to affect dimensional accuracy.
Castings are cleaned by shot blasting to remove sand residue, scale, and oxides, revealing the metal surface underneath.
Fettling involves removing gating systems, risers, and any excess material using cutting tools or grinders. Care is taken not to affect dimensional accuracy.
4. Cooling and Shakeout
Castings are cooled in the mold under controlled conditions to minimize internal stress and distortion. Cooling time varies depending on part size and wall thickness.
After cooling, molds are broken apart and the castings are removed. The sand is separated and recycled for use in future molds.
Castings are cooled in the mold under controlled conditions to minimize internal stress and distortion. Cooling time varies depending on part size and wall thickness.
After cooling, molds are broken apart and the castings are removed. The sand is separated and recycled for use in future molds.
Quality Control
Quality Inspection
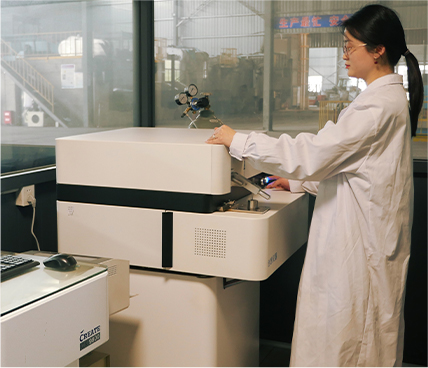
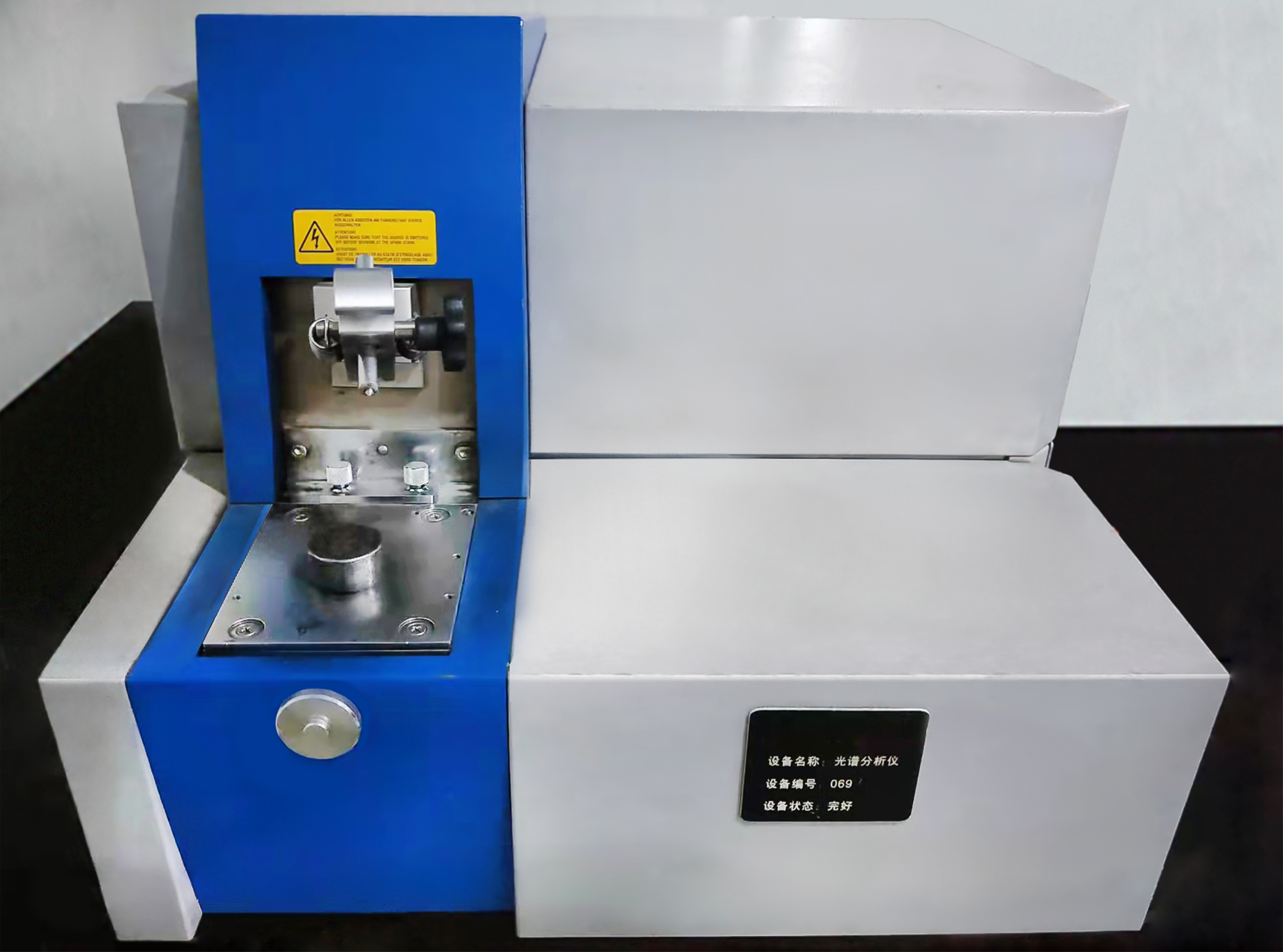
Chemical Composition Analysis
Spectrometer testing of each heat to confirm nodular iron composition.
Mechanical Properties Testing
Tensile strength, yield strength, elongation, and hardness testing per specification.
Microstructure Evaluation
Metallographic examination to verify graphite nodularity and matrix structure.
Dimensional Inspection
CMM and precision gauges used to ensure accurate gear fit and alignment.
Non-Destructive Testing
Optional magnetic particle inspection for critical areas to detect surface cracks or inclusions.