

1.Metal Pattern Preparation
A heated metal pattern (commonly made from steel or aluminum) is designed and manufactured based on the casting specifications. The pattern surface is polished and sometimes coated with a release agent to ensure smooth surface transfer and easy mold removal. Heating the pattern is essential, as it activates the curing process of the resin-coated sand in the next step.

2.Sand & Resin Coating
Fine silica sand coated with thermosetting resin is evenly applied to the hot metal pattern. As the sand contacts the heated surface, the resin softens and cures, bonding the sand grains together. This creates a thin, hardened layer that replicates the exact details of the pattern surface. The process ensures dimensional accuracy and smooth mold surfaces.

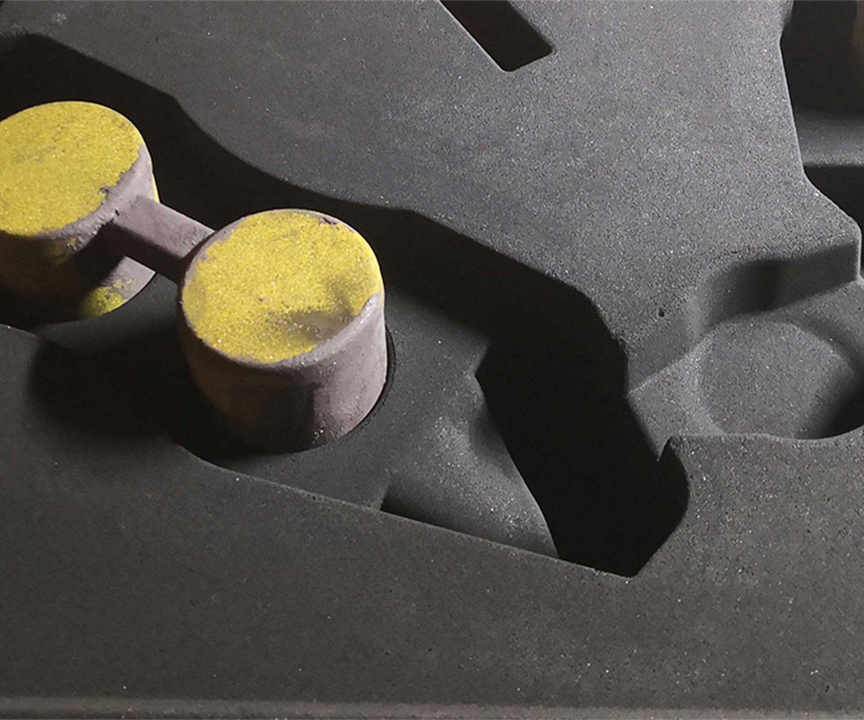
3.Shell Formation
The coating process is repeated multiple times, with each layer building upon the previous one. Layers are applied until the mold reaches the required thickness, typically 5–10 mm depending on the size and weight of the final casting. The multi-layer build-up creates a rigid, durable, and thermally stable shell that can withstand molten metal pouring without deformation.
4.Pattern Removal
Once the shell mold is hardened, it is carefully removed from the metal pattern. This step requires precision to prevent cracking or damaging the shell. Since the shell is relatively thin but strong, removal ensures the mold retains fine details and dimensional accuracy of the original pattern design.

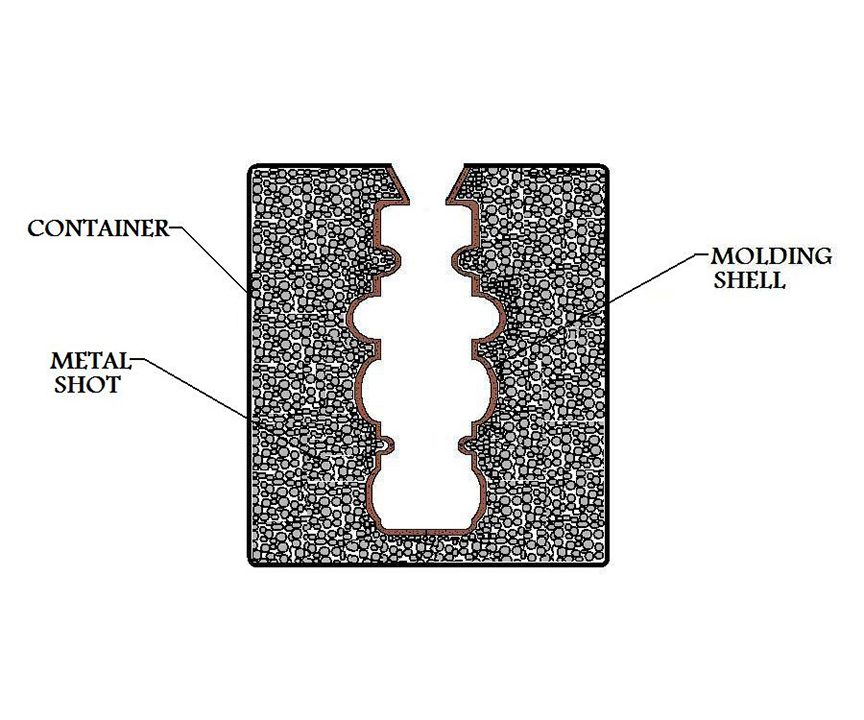
5.Mold Assembly
Two shell halves are matched and clamped or glued together to form the complete mold cavity. If the casting requires internal cavities or hollow features, cores made from sand or other materials are inserted at this stage. The assembled mold is then supported with backing materials (like sand or metal shot) to ensure it can withstand the high pressure and weight of molten metal during pouring.

6.Metal Pouring & Cooling
Molten metal is poured into the assembled shell mold through carefully designed gating and riser systems. The strong shell mold allows for smooth metal flow with minimal turbulence, reducing casting defects. After the metal solidifies and cools, the outer shell is broken away or mechanically removed, revealing the finished casting. The casting then undergoes cleaning, trimming, and any necessary machining before final inspection.





